
Дата публикации: 06.05.2026
Коротко о главном
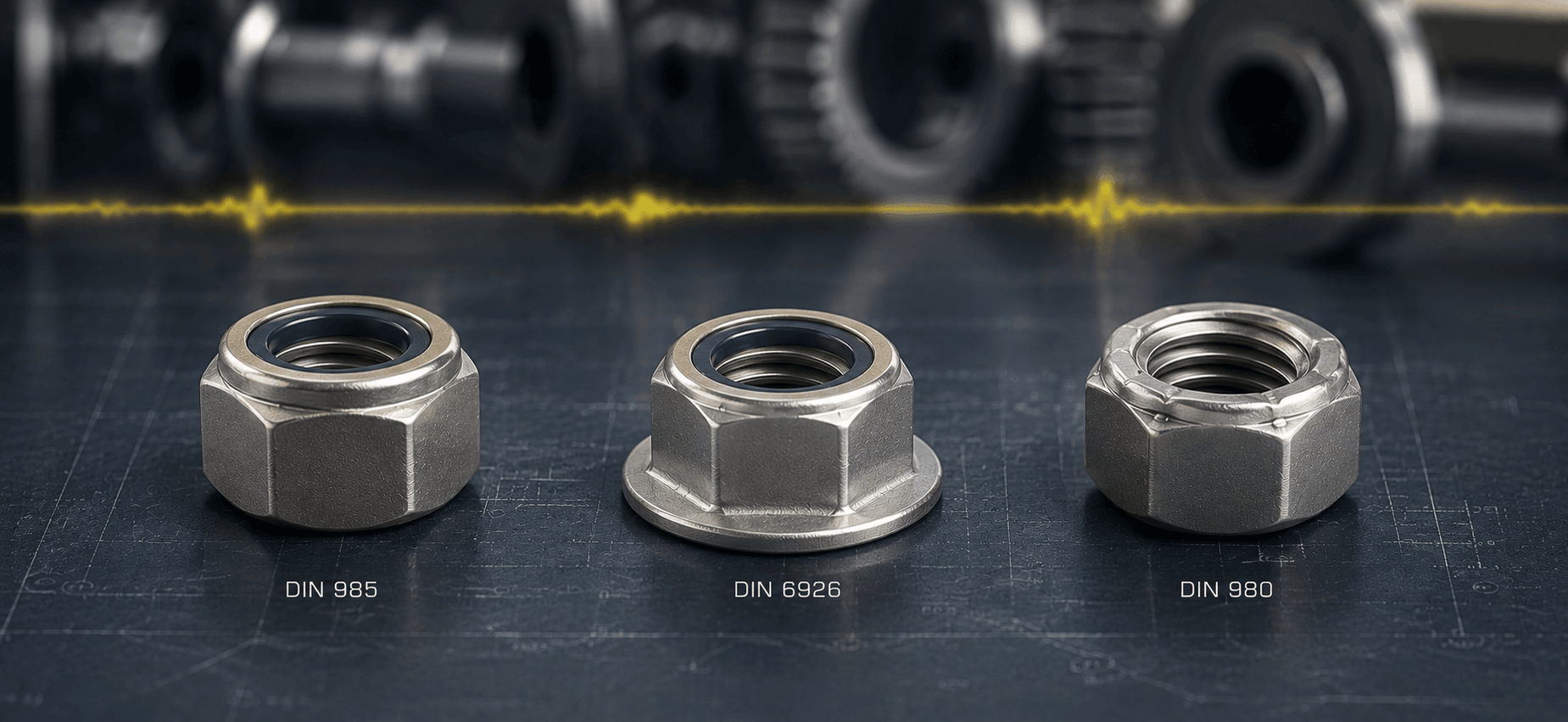
- DIN 985 — гайка с нейлоновым кольцом. Низкий профиль, рабочая температура до 100°C. Выдерживает 3–5 разборок, потом кольцо срабатывается. Дешевле всех.
- DIN 6926 — фланцевая с нейлоном. Не нужна шайба. Лучше работает на алюминии и пластике. Фланец гладкий или с насечками.
- DIN 980 — цельнометаллическая. Два типа: V — цельная, обжатая и M — составная, с прорезями-лепестками. Деформированная резьба создаёт стопорение. Работает до 300°C и в масле. Дороже и царапает болт.
Мягкая деталь → DIN 6926
Мало места и обычные условия → DIN 985
1. Для чего нужны стопорные гайки
Вибрация не откручивает гайку сразу. Сначала падает натяг. Потом появляется микролюфт. Дальше гайка начинает «идти» по резьбе.
В цеху это называется «самоход». Через 2000 циклов — ослабление, через неделю гайка болтается на пальце.
Обычная гайка с полем допуска 6H держится только за счёт трения между витками. Когда соединение работает в режиме вибрации, это трение падает. Поверхности начинают слегка смещаться относительно друг друга.
Стопорные гайки решают задачу тремя способами:
- Дополнительное трение — нейлон обжимает резьбу
- Распределение нагрузки — фланец снижает локальное давление
- Деформация металла — резьба намеренно «сужается»
Ни один метод не даёт абсолютной защиты. Но разница между обычной гайкой и стопорной на вибростенде — в 10–15 раз дольше удержания момента.
2. DIN 985 — классика с нейлоновым кольцом
Как устроена и где применяется
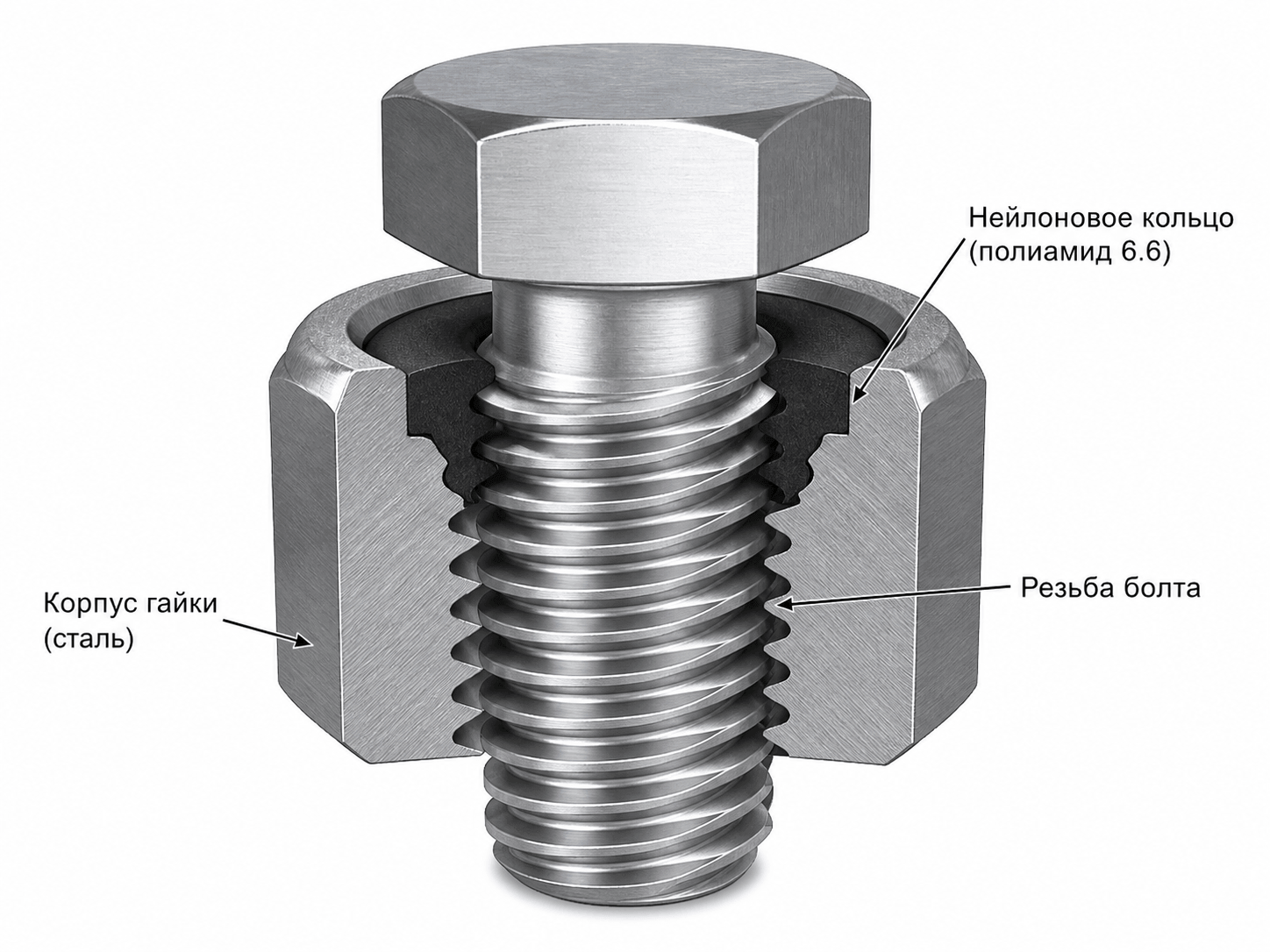
Берём стандартную шестигранную гайку. В одном торце делают канавку и запрессовывают кольцо из полиамида 6.6. Кольцо выступает над плоскостью гайки.
При затяжке болт вворачивается в гайку, доходит до нейлона и начинает формовать резьбу в пластике. Кольцо плотно обжимает болт по всей окружности. Возникает ощутимый дополнительный крутящий момент сопротивления. Его величина сильно зависит от диаметра — для крупных резьб он может достигать 5–15 Н·м, для мелких будет меньше.
На практике DIN 985 держит вибрацию до тех пор, пока температура на кольце не превышает 100°C. Масла и топливо работают как смазка, снижая эффективность стопорения. Сам нейлон химически стоек, но масло уменьшает трение между кольцом и резьбой.
Плюсы и минусы
Плюсы
- Стопорит сразу, без дополнительных элементов
- Не повреждает резьбу болта. Нейлон мягче любой стали
- Компактная по высоте
- Выдерживает 3–5 циклов разборки
- Стабильно работает при умеренной вибрации
Минусы
- При 120°C теряет до 70–80% стопорного момента. Нейлон плывёт
- Масло снижает трение между нейлоном и болтом
- При сильном морозе нейлон становится хрупким. При попытке открутить на холоде кольцо может выкрошиться
- Ограниченный ресурс кольца
Когда DIN 985 — лучший выбор
- Температура в зоне узла до 100°C
- Вибрация без ударных нагрузок
- Узел периодически разбирается
- Важно сохранить резьбу болта
- Есть ограничения по высоте
На практике такие гайки ставят на ролики конвейеров и корпуса вентиляторов. Работают годами без вмешательства.
Когда DIN 985 НЕ подходит
- Зоны нагрева (двигатели, коллекторы)
- Постоянный контакт с топливом или маслом
- Высокая частота вибрации
- Узлы с большим ресурсом без обслуживания
При нагреве выше 100–120°C нейлон размягчается. Кольцо перестаёт держать резьбу.
3. DIN 6926 — фланцевая с нейлоном
Чем отличается от DIN 985
Внешне — гайка с интегрированной шайбой. Фланец даёт увеличенную опорную поверхность. Сама гайка выше, чем DIN 985, потому что фланец и резьбовая часть требуют места.
Внутри — то же нейлоновое кольцо. Отличие — в распределении нагрузки и поведении гайки на поверхности.
Конструкция фланца: два варианта исполнения
На рынке встречаются две версии DIN 6926:
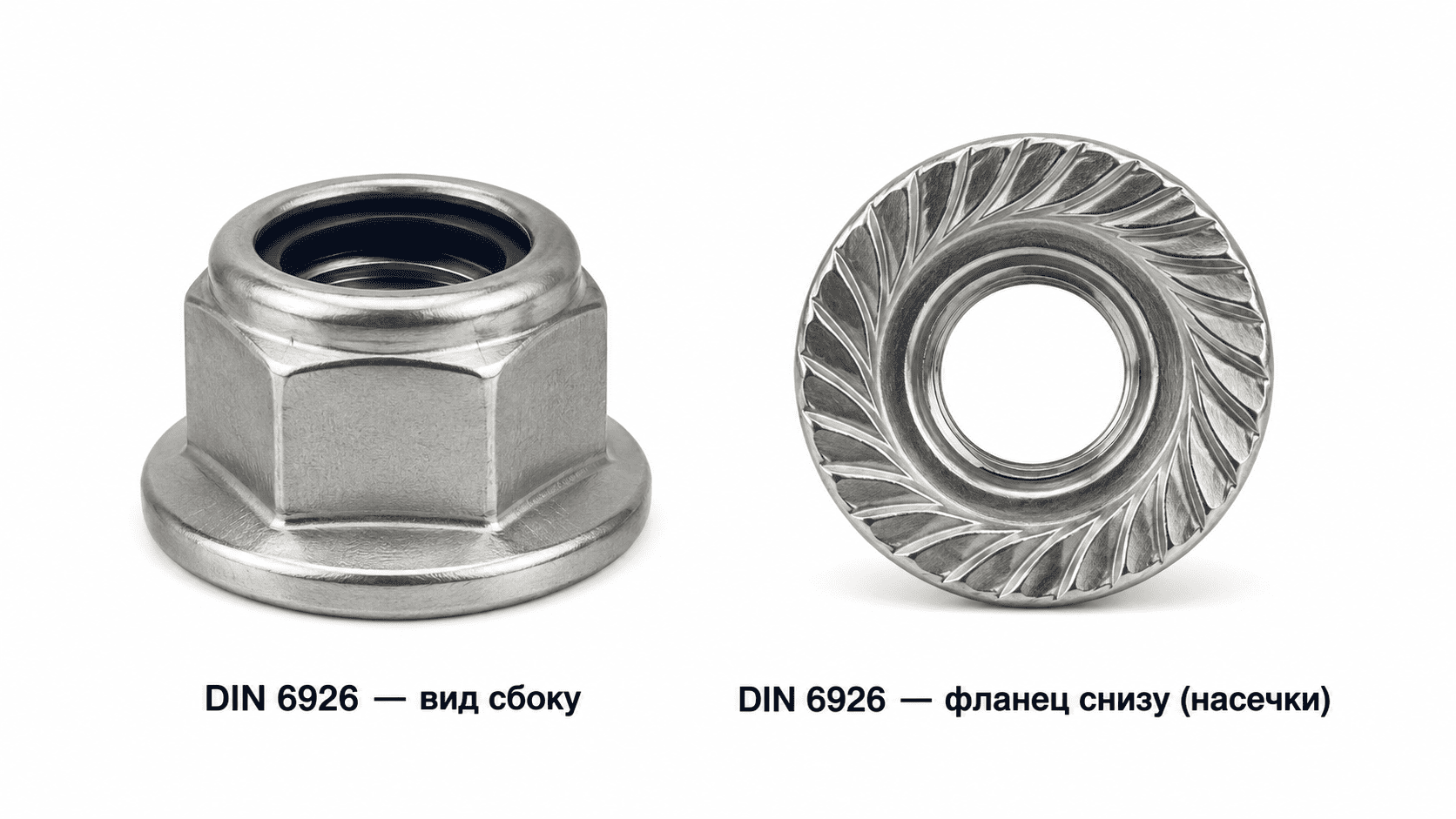
- С гладким фланцем (классический стандарт) — чистая ровная опорная поверхность. Увеличивает площадь трения, не повреждает деталь. Идеален для алюминия, пластика, тонколистового металла.
- С фланцем с насечками (рифлением) — мелкие зубцы или канавки на опорной поверхности. При затяжке слегка вминаются в материал, создавая дополнительное сопротивление проворачиванию. Лучше держит вибрацию на стали и чугуне, но может оставлять следы на мягких материалах.
Гайка выполняет сразу две функции: стопорит резьбу и заменяет шайбу. Какой бы вариант фланца вы ни выбрали — отдельная шайба не нужна.
Плюсы и минусы
Плюсы
- Не нужна отдельная шайба (экономия времени монтажа)
- Не продавливает алюминий и пластик (особенно гладкий фланец)
- Снижает риск перекоса при затяжке
- Большой диаметр фланца обеспечивает высокую стабильность затяжки
- Вариант с насечками даёт дополнительную фиксацию на стали
Минусы
- Выше по профилю. В стеснённом узле не всегда влезает
- Требует ровной опорной поверхности. На неровной детали не работает
- Дороже DIN 985
- Те же ограничения по температуре, что у DIN 985
- Вариант с насечками может оставлять следы на алюминии и пластике
Для каких задач брать DIN 6926
- Гладкий фланец: алюминиевые корпуса, пластиковые детали, тонколистовой металл, узлы с вибрацией и риском продавливания
- Фланец с насечками: стальные и чугунные детали, узлы с сильной вибрацией, где допустимы небольшие следы на поверхности
По опыту: переход с обычной гайки с шайбой на DIN 6926 (особенно с гладким фланцем) часто убирает проблему «вдавливания» уже после первого месяца работы.
4. DIN 980 — цельнометаллическая для высоких температур
Как работает деформированная резьба
Никаких пластиков и полимеров. Берут готовую гайку и сжимают верхние два-три витка резьбы в нескольких точках. Сечение этих витков становится не круглым, а овальным.
Когда болт вворачивается в деформированную зону, он сам себя «продавливает» через сужение. Возникает упругая деформация витков. Металл гайки пружинит, создавая постоянное давление на болт.
Температурный диапазон — до 300°C стабильно. Отдельные партии из жаростойких сталей держат до 450°C.
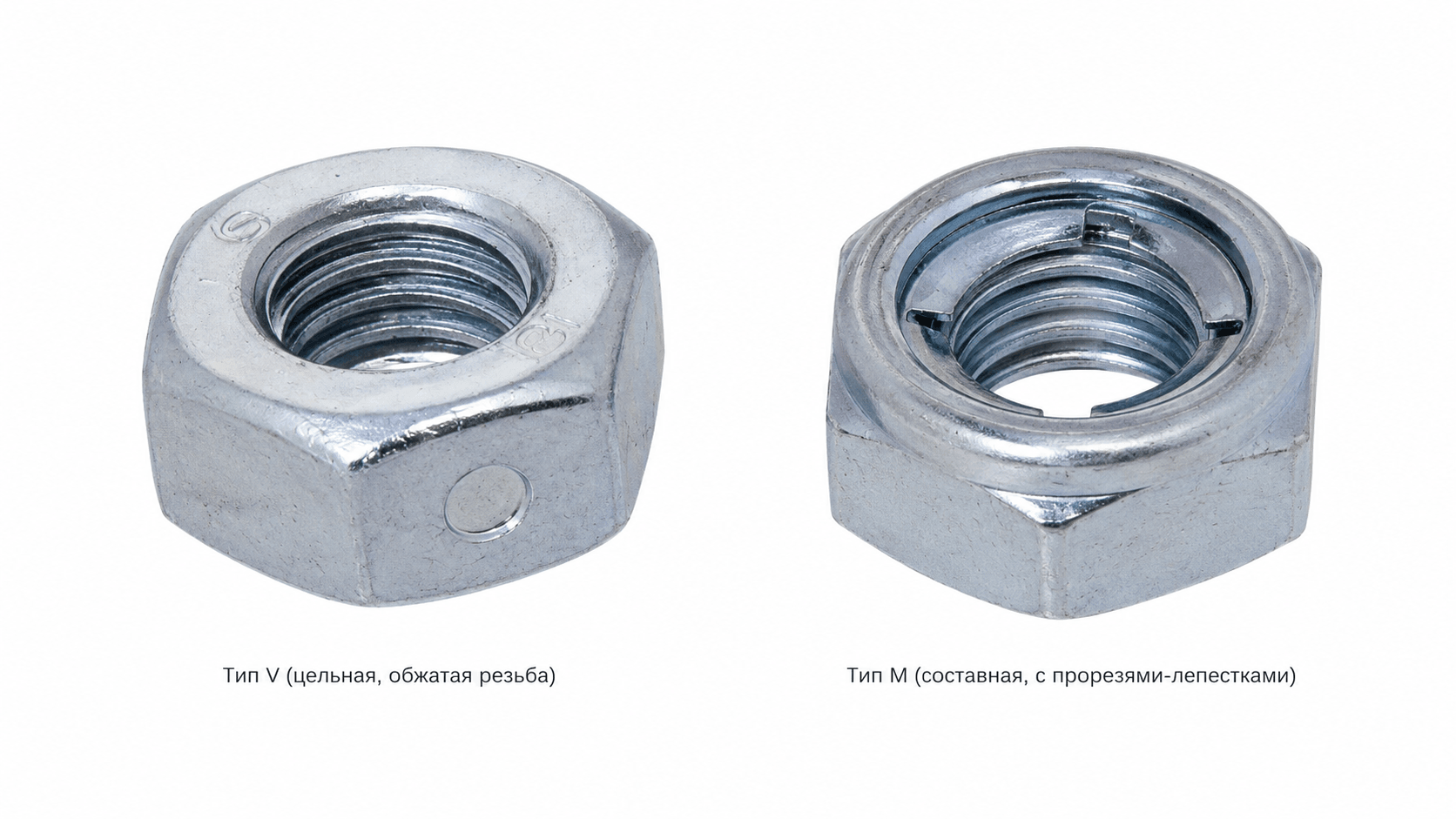
— Тип V — цельная гайка с механически обжатыми верхними витками (классическая «овальность»). Встречается чаще и дешевле.
— Тип M — составная гайка с прорезями-лепестками, которые работают как пружины. Тип M мягче относится к резьбе болта.
Где нужна именно DIN 980
- Выпускные и впускные коллекторы двигателей
- Корпуса турбин
- Фланцы горячего тракта
- Обшивка печей и сушильных камер
- Контакт с маслами и топливом
В химическом производстве — гайки рядом с горячим маслом или растворителями. DIN 985 потеряет нейлон за смену. DIN 980 продолжает работать.
Ограничения и недостатки
Недостатки
- Царапает и деформирует резьбу болта при первом же монтаже. Особенно быстро убивает цинкование и окисные покрытия
- Требует большего усилия затяжки на ключе (на 20–30% тяжелее закручивать)
- Для гаек из нержавейки (A2, A4) обязательна антизадирная смазка при монтаже. Без неё высокая вероятность холодной сварки — болт и гайка «схватятся» намертво
- После 1–3 демонтажей стопорный эффект падает. Гайка превращается в обычную
- Высокий профиль (особенно тип M)
5. Прямое сравнение: таблица «когда какую брать»
| Критерий | DIN 985 (нейлон) | DIN 6926 (фланец+нейлон) | DIN 980 (цельнометаллическая) |
|---|---|---|---|
| Работа до 100°C | ✅ | ✅ | ✅ |
| Работа до 250°C | ❌ | ❌ | ✅ |
| Агрессивные среды (масла, топливо) | 🟡 (смазка снижает эффект) | 🟡 (смазка снижает эффект) | ✅ |
| Крепление к мягкому материалу (алюминий, пластик) | 🟡 (нужна шайба) | ✅ | ❌ (царапает и продавливает) |
| Многоразовый монтаж / сервис | 🟡 (3–5 циклов) | 🟡 (3–5 циклов) | 🟡 (1–3 цикла, лучше менять) |
| Ограниченная высота узла | ✅ | ❌ | 🟡 (тип V — средне, тип M — высоко) |
| Важно не повредить резьбу болта | ✅ | ✅ | ❌ |
| Простое бюджетное решение | ✅ | 🟡 | ❌ |
6. Как принять решение за 3 шага
Шаг 1. Температура и средаВыше 100°C или постоянный контакт с маслом/топливом? → ДА: берём DIN 980 → НЕТ: идём к шагу 2.
Шаг 2. Материал детали
Алюминий, пластик или тонкий металл? → ДА: DIN 6926 → НЕТ: подойдёт DIN 985.
Шаг 3. Геометрия узла и бюджет
Мало места по высоте? → DIN 985. Бюджет жёстко ограничен? → DIN 985. Требуется максимальная надёжность при любых условиях? → DIN 980.
7. Частые ошибки при выборе стопорной гайки
- Игнорирование нагрева самой гайки. Температура детали важнее температуры воздуха. Мотор рядом и греет — нейлоновые кольца умирают быстрее.
- Повторное использование DIN 985 на ответственных узлах. Кольцо после третьего демонтажа становится почти круглым. Стопорный момент падает в два раза.
- DIN 6926 на неровной поверхности. Фланец требует ровной опоры. Сварной шов, грат от штамповки — фланец работает только одним краем, толку нет.
- DIN 980 без расчёта ресурса болта. Деформированная резьба выдавливает смазку, царапает покрытие. Для оцинкованных болтов DIN 980 — смерть покрытия за один монтаж.
- Хранение DIN 985 в масле или смазке. Нейлон набухает, кольцо вылезает из канавки. При затяжке оно срезается и не работает.
- Закручивают DIN 985 или DIN 6926 на обильно смазанную резьбу. Масло снижает трение между нейлоном и болтом — стопорный эффект падает на 40–50%.
8. Итоговая шпаргалка
- До 100°C → DIN 985
- Мягкие материалы → DIN 6926
- Высокая температура → DIN 980
- Частая разборка → избегать DIN 980
- Нет места → DIN 985
- Есть масло → DIN 980
- Нужна замена шайбы → DIN 6926
9. Часто задаваемые вопросы (FAQ)
Вопрос: Можно ли использовать DIN 985 при нагреве выше 120°C?
Ответ: Нет. При такой температуре нейлон «плывёт» и теряет свои свойства. Для зон нагрева используйте только цельнометаллические гайки DIN 980.
Вопрос: DIN 6926 заменяет отдельную шайбу?
Ответ: Да. Широкий гладкий фланец распределяет нагрузку, предотвращая продавливание материала. Благодаря большой площади контакта он создаёт высокую силу трения, которая препятствует самооткручиванию без повреждения поверхности детали.
Вопрос: Могу ли я закрутить DIN 980 на тот же болт три раза?
Ответ: Технически это возможно, но не рекомендуется. DIN 980 «закусывает» резьбу, повреждая защитный слой болта. После первого же демонтажа стопорное усилие падает более чем на 50%. В ответственных узлах и болт, и гайку лучше менять каждый раз.
Вопрос: Какая гайка меньше всего повреждает болт?
Ответ: DIN 985 и DIN 6926. В них стопорение происходит за счёт мягкого нейлонового кольца, которое не царапает металл и сохраняет резьбу болта для многократного использования.
Перейти в каталог стопорных гаек
